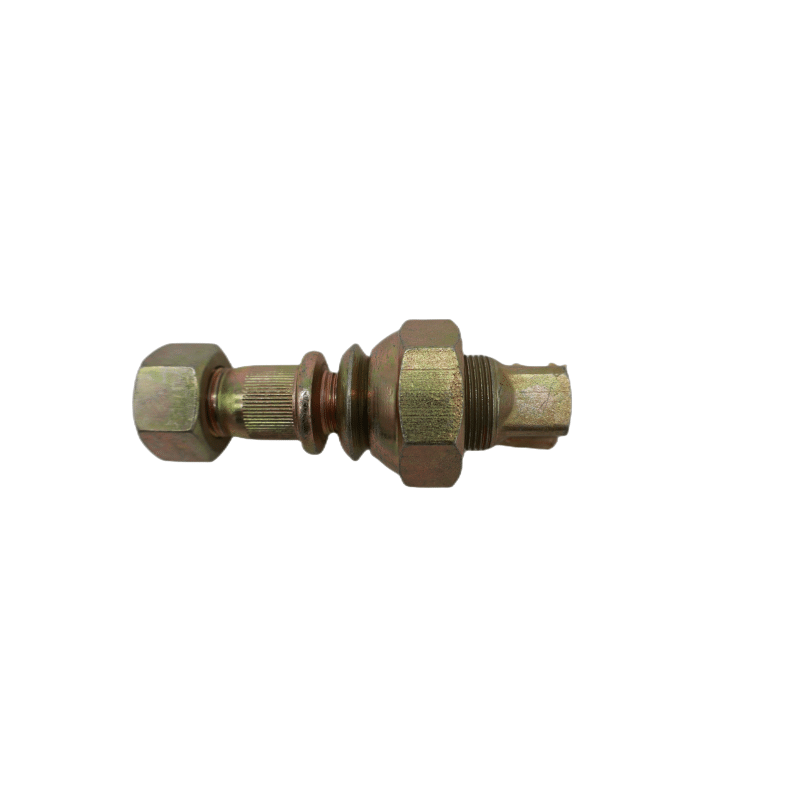
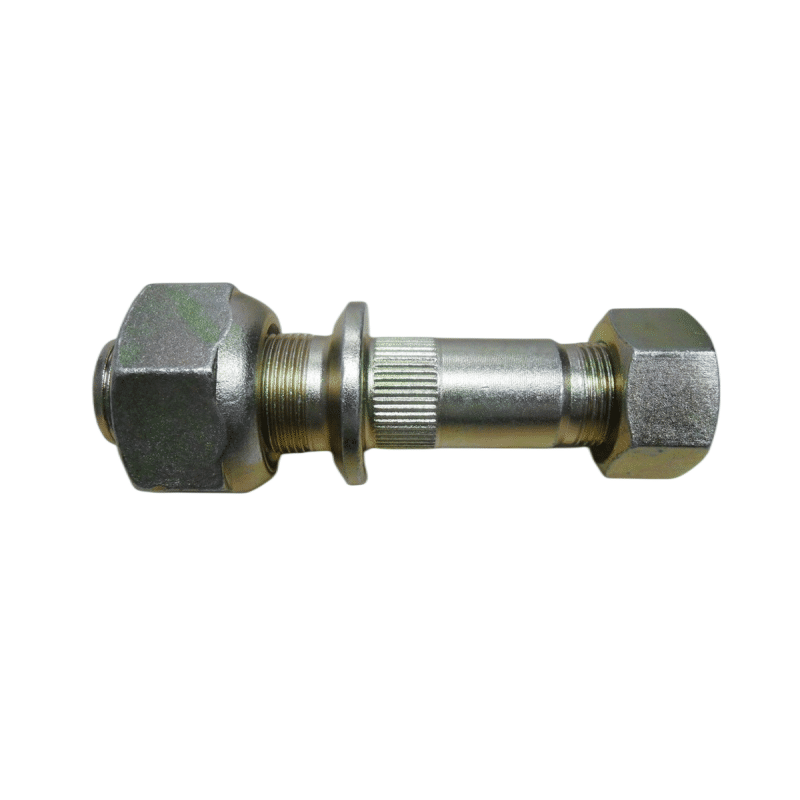
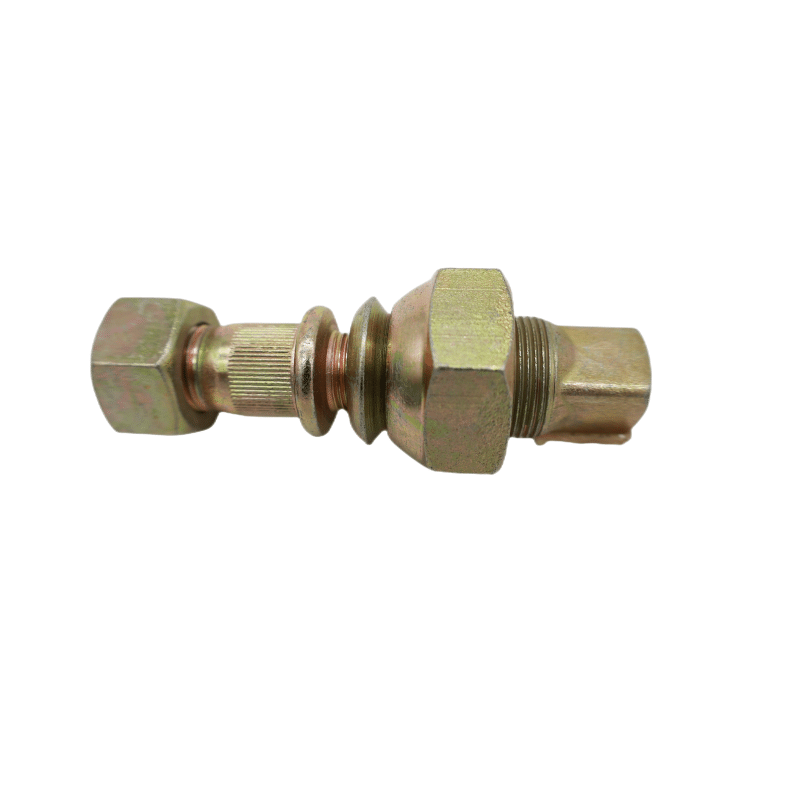
いすゞ NKR66 後輪ボルト M18xM20x90mm
いすゞホイール用ホイールボルト
材質: 高品質 40Cr、42CRMO 10.9/12.9 グレード
主な市場: ヨーロッパ、アジア、南アメリカ、北アメリカ
仕様
| モデル | いすゞホイールボルト・ホイールナット付 |
| 整理番号 | |
| ねじピッチ | M18×1.5/M20×1.5 |
| 長さ | 90mm |
| 品質 | 10.9、12.9 |
| 材料 | 40Cr、42CrMo (ASTM5140、4140) |
| 表面 | 四三酸化鉄、リン酸塩 |
| ロゴ | 要求に応じ |
| MOQ | 各モデル3000個 |
| パッキング | 中立的な輸出カートンまたは必要に応じて |
| 納期 | 15~40日 |
| 支払い条件 | T / T、30%のデポジット+出荷前に70%支払われます |
さらに多くのモデル/サイズが利用可能いすゞホイールボルト(お客様の図面またはサンプルに従って厳密に作成します)


| OEM | ブランド | M1 | M2 | L | L1 | L2 | インナーナットサイズ | アウターナットサイズ | ドラムナットのサイズ |
| いすゞNKRです。 ジャンボ 97 リア | M18×1.5 | M20×1.5 | 90 | 27 | 22 | M18*1.5/M27*1.5*L60 | SW41*H26 | SW30×H18 |
生産工程
高力ボルトの絞り加工
絞り加工の目的は、原材料のサイズを変更することであり、もう 1 つは、変形と強化を通じてファスナーの基本的な機械的特性を得ることです。各パスの圧下率の分布が適切でないと、伸線加工時に線材にねじれ割れが発生することもあります。また、伸線加工時の潤滑が悪いと冷間伸線線材に規則的な横割れが発生する場合もあります。ペレット線材ダイス口から線材を圧延する際の線材と伸線ダイスの接線方向が同心ではないため、伸線ダイスの片側穴パターンの摩耗が悪化します。内穴の真円度が狂い、線材の円周方向に不均一な絞り変形が生じ、線材の真円度が許容範囲外となり、冷間時の鋼線の断面応力が不均一になります。冷間圧造の合格率に影響を与える圧造工程。
工場紹介
この工場には30年以上の生産経験があります。工場に入る原材料から工場から出る完成品まで完全に自社生産されているため、製品の品質をより適切に管理し、顧客のプライベートカスタマイズを実現できます。



トラック用ホイールボルトの主な市場
- 10以上のアクスル工場、20以上の中国の正規代理店、70以上の販売代理店との長期協力
- 40か国以上に輸出されています
- 新規顧客への小MOQサポート
- 発展途上の市場に最適な信頼できるパートナー
- 卸売、流通用のナット付きホイールボルトが必要な場合は、電子メール、WEIXIN、または LINE でご連絡ください。
よくある質問
Q1.あなたの工場は独自のパッケージをデザインし、市場計画を支援してもらえますか?
当社の工場は、お客様独自のロゴが入ったパッケージボックスを扱う20年以上の経験があります。
当社には、このためにお客様にサービスを提供するための設計チームとマーケティング プラン設計チームがあります。
Q2.商品の発送を手伝ってもらえますか?
はい。お客様の運送業者または当社の運送業者を通じて商品を発送するお手伝いをいたします。
Q3.私たちの主な市場は何ですか?
当社の主な市場は中東、アフリカ、南米、東南アジア、ロシアなどです。
Q4.カスタマイズサービスは提供できますか?
はい、お客様の設計図面、サンプル、仕様に従って加工を行うことができ、OEMプロジェクトも歓迎します。